Do Państwa dyspozycji umieszczamy poniżej makro do gwintowania na sztywno.
![]() Gwintowanie na sztywno Skrypt nowa wersja v.2
Gwintowanie na sztywno Skrypt nowa wersja v.2
P – Skok gwintu >pitch<
Q – głębokość gwintowania >depth<
S – prędkość gwintowania >rpm<
R – prędkość wycofania >rpm<
Wartość dodatnia skoku gwintowania >pitch< pozwala gwintować używąjac obrotów M3
Wartość ujemna skoku gwintowania >pitch< pozwala gwintować używając obrotów M4
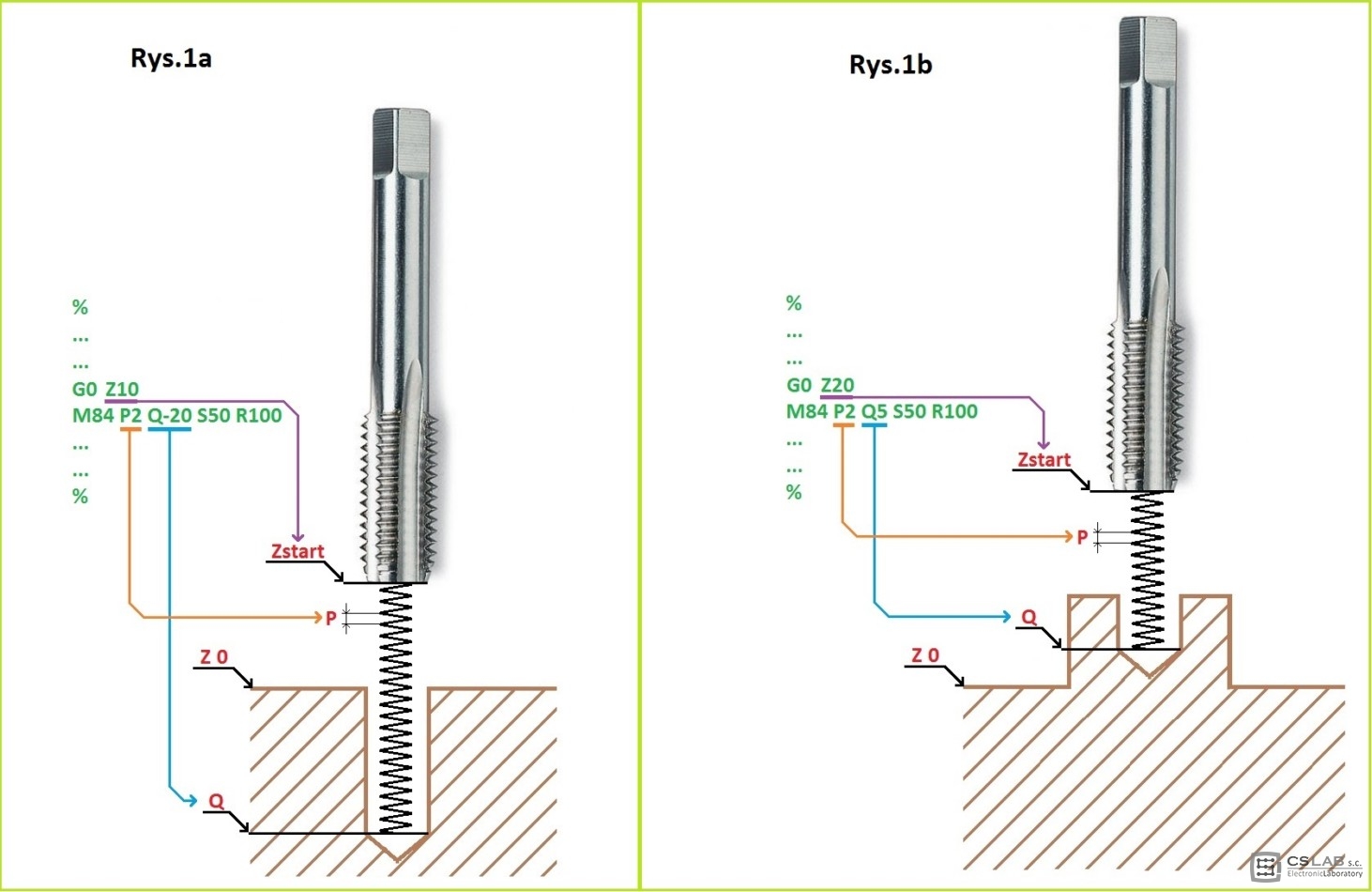
W nowej wersji makra M84 parametr Q to absolutna głębokość gwintowania.
Oznacza to, że jeśli zapiszemy Q-20 to gwintowanie odbędzie się do głębokości Z-20 [rys.1a].
Z kolei jeśli wpiszemy Q5 to gwintowanie odbędzie się do głębokości Z5 [rys.1b].
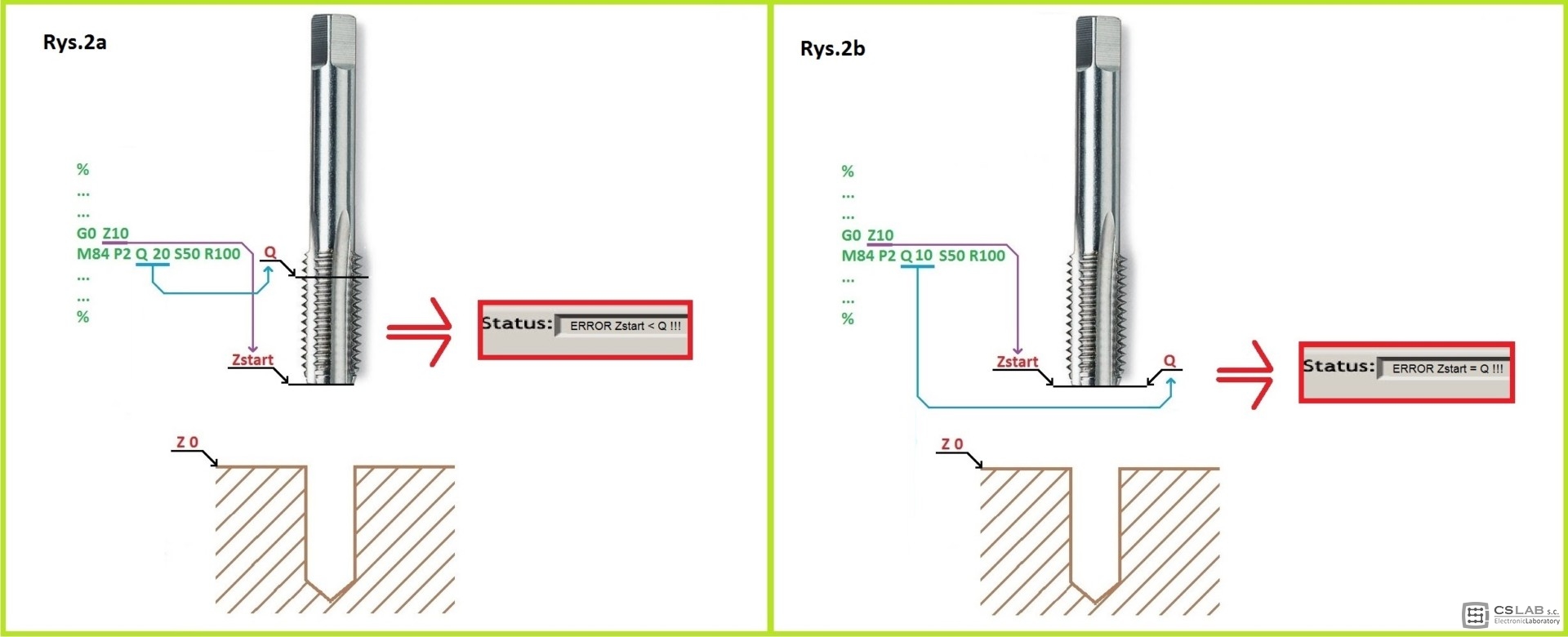
Makro posiada zabezpieczenie, które zatrzymuje program i przewija g cod do początku, gdy Zstart < Q lub Zstart = Q.
Zstart < Q to sytuacja, gdy narzędzie znajduje się poniżej koniec gwintu [rys.2a]
Zstart = Q to sytuacja, gdy narzędzie już znajduje się w punkcie końca gwintu. [rys.2b]
Wprowadzono także zabezpieczenie na wypadek, gdyby któryś z parametrów P, S lub R był równy 0, w takim wypadku program także zostanie zatrzymany i przewinięty do początku.