



W przypadku kontrolerów CSMIO/IP procedura uruchomienia pomiaru wygląda nieco inaczej niż w oryginalnym rozwiązaniu wykorzystującym port LPT.

lis 25, 2021
W przypadku kontrolerów CSMIO/IP procedura uruchomienia pomiaru wygląda nieco inaczej niż w oryginalnym rozwiązaniu wykorzystującym port LPT.
mar 25, 2021
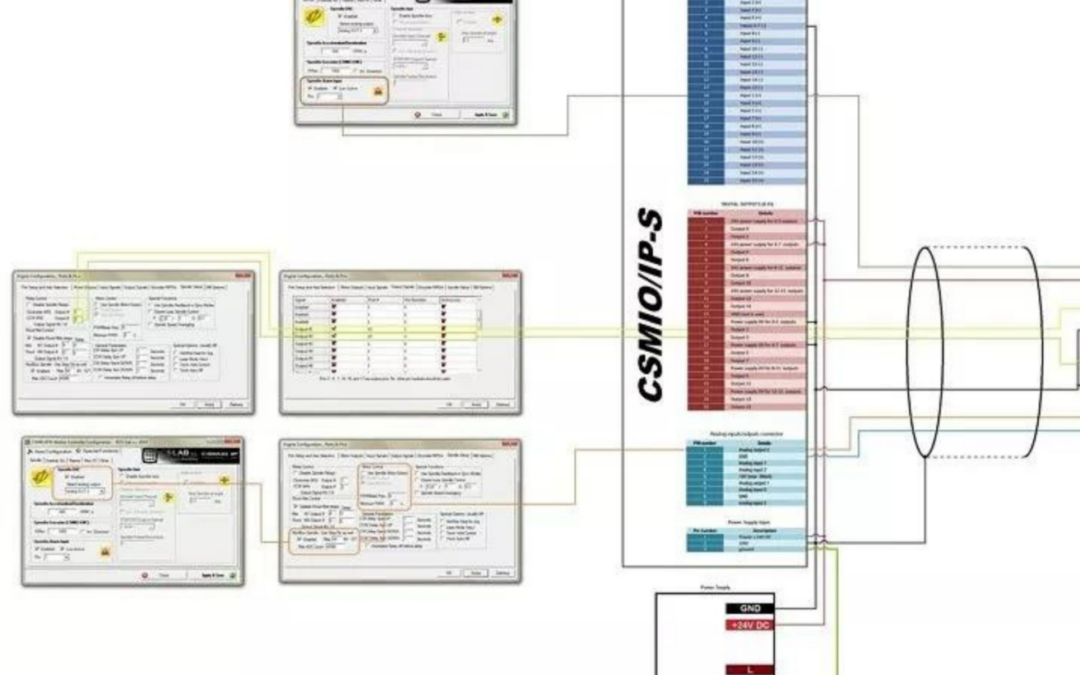
Połączenie sterownika CSMIO/IP-S oraz VFD „YL620series” z oprogramowaniem sterującym Mach3.

kwi 29, 2020
Opis poszczególnych gcodów ukaże się niebawem. Sposób definiowania G2/3 jest zgodny z standardem ISO.
wrz 30, 2019
Krótkie filmy instruktażowe prezentujące jak dodać respozytoria „beta”. aby zainstalować i przetestować simCNC w wersji beta.

lip 9, 2019
Schemat połączenia sterownika CSMIO/IP-M oraz napędu JASD przy użyciu oprogramowania Mach3

maj 30, 2019
Jeśli chciałbyś kontrolować poprzez wejście analogowe inną wartość w Mach4 niż FRO i SRO pokażemy ci, jak to zrobić na przykładzie wartości RRO.

mar 19, 2018
Szybkie i niezwykle dynamiczne oprogramowanie już dostępne w wersji work in progress version.
Wraz z używamy plików typu „cookie” oraz innych technologii śledzących, żeby usprawnić korzystanie z naszej witryny internetowej. Możemy przechowywać informacje na urządzeniu, uzyskiwać do nich dostęp i przetwarzać dane osobowe, takie jak Twój adres IP i informacje o przeglądaniu, w celu tworzenia spersonalizowanych reklam i treści, mierzenia reklam i treści, przeprowadzania badań odbiorców i rozwijania usług. Ponadto możemy wykorzystywać dokładne dane geolokalizacyjne oraz identyfikację poprzez skanowanie urządzenia.
Zwracamy uwagę na fakt, że zgoda użytkownika będzie ważna także w naszych poddomenach. Użytkownik może w dowolnym czasie zmienić lub wycofać zgodę, klikając przycisk „Preferencje dotyczące zgody” na dole ekranu. Szanujemy wybory użytkownika i dokładamy starań, żeby zapewnić mu transparentne i bezpieczne przeglądanie.
| Cookie | Czas przechowywania | Opis |
|---|---|---|
| cookielawinfo-checkbox-advertisement | 1 year | Set by the GDPR Cookie Consent plugin, this cookie is used to record the user consent for the cookies in the "Advertisement" category . |
| cookielawinfo-checkbox-analytics | 11 months | Ten plik cookie jest ustawiany przez wtyczkę RODO Cookie Consent. Plik cookie służy do przechowywania zgody użytkownika na pliki cookie w kategorii „Analityka”. |
| cookielawinfo-checkbox-functional | 11 months | Plik cookie jest ustawiany przez zgodę na pliki cookie RODO, aby rejestrować zgodę użytkownika na pliki cookie w kategorii „Funkcjonalne”. |
| cookielawinfo-checkbox-necessary | 11 months | Ten plik cookie jest ustawiany przez wtyczkę RODO Cookie Consent. Pliki cookie służą do przechowywania zgody użytkownika na pliki cookie w kategorii „Niezbędne”. |
| cookielawinfo-checkbox-others | 11 months | Ten plik cookie jest ustawiany przez wtyczkę RODO Cookie Consent. Plik cookie służy do przechowywania zgody użytkownika na pliki cookie w kategorii „Inne". |
| cookielawinfo-checkbox-performance | 11 months | Ten plik cookie jest ustawiany przez wtyczkę RODO Cookie Consent. Plik cookie służy do przechowywania zgody użytkownika na pliki cookie w kategorii „Wydajność”. |
| CookieLawInfoConsent | 1 year | Records the default button state of the corresponding category & the status of CCPA. It works only in coordination with the primary cookie. |
| enforce_policy | 1 year | PayPal sets this cookie for secure transactions. |
| ts | 3 years | PayPal sets this cookie to enable secure transactions through PayPal. |
| ts_c | 3 years | PayPal sets this cookie to make safe payments through PayPal. |
| viewed_cookie_policy | 11 months | Plik cookie jest ustawiany przez wtyczkę RODO Cookie Consent i służy do przechowywania informacji, czy użytkownik wyraził zgodę na korzystanie z plików cookie. Nie przechowuje żadnych danych osobowych. |
| Cookie | Czas przechowywania | Opis |
|---|---|---|
| nsid | session | This cookie is set by the provider PayPal to enable the PayPal payment service in the website. |
| tsrce | 3 days | PayPal sets this cookie to enable the PayPal payment service in the website. |
| x-pp-s | session | PayPal sets this cookie to process payments on the site. |
| Cookie | Czas przechowywania | Opis |
|---|---|---|
| _gat | 1 minute | This cookie is installed by Google Universal Analytics to restrain request rate and thus limit the collection of data on high traffic sites. |
| l7_az | 30 minutes | This cookie is necessary for the PayPal login-function on the website. |
| Cookie | Czas przechowywania | Opis |
|---|---|---|
| _ga | 2 years | The _ga cookie, installed by Google Analytics, calculates visitor, session and campaign data and also keeps track of site usage for the site's analytics report. The cookie stores information anonymously and assigns a randomly generated number to recognize unique visitors. |
| _gcl_au | 3 months | Provided by Google Tag Manager to experiment advertisement efficiency of websites using their services. |
| _gid | 1 day | Installed by Google Analytics, _gid cookie stores information on how visitors use a website, while also creating an analytics report of the website's performance. Some of the data that are collected include the number of visitors, their source, and the pages they visit anonymously. |
| CONSENT | 2 years | YouTube sets this cookie via embedded youtube-videos and registers anonymous statistical data. |
| undefined | never | Wistia sets this cookie to collect data on visitor interaction with the website's video-content, to make the website's video-content more relevant for the visitor. |
| Cookie | Czas przechowywania | Opis |
|---|---|---|
| IDE | 1 year 24 days | Google DoubleClick IDE cookies are used to store information about how the user uses the website to present them with relevant ads and according to the user profile. |
| test_cookie | 15 minutes | The test_cookie is set by doubleclick.net and is used to determine if the user's browser supports cookies. |
| VISITOR_INFO1_LIVE | 5 months 27 days | A cookie set by YouTube to measure bandwidth that determines whether the user gets the new or old player interface. |
| YSC | session | YSC cookie is set by Youtube and is used to track the views of embedded videos on Youtube pages. |
| yt-remote-connected-devices | never | YouTube sets this cookie to store the video preferences of the user using embedded YouTube video. |
| yt-remote-device-id | never | YouTube sets this cookie to store the video preferences of the user using embedded YouTube video. |
| yt.innertube::nextId | never | This cookie, set by YouTube, registers a unique ID to store data on what videos from YouTube the user has seen. |
| yt.innertube::requests | never | This cookie, set by YouTube, registers a unique ID to store data on what videos from YouTube the user has seen. |
| Cookie | Czas przechowywania | Opis |
|---|---|---|
| LANG | 9 hours | No description |
| loglevel | never | No description available. |
| scTYLgmn | 1 day | No description |
| SDxUjsIYCJTdVegl | 1 day | No description |
| ZbjgNxLdzmoER | 1 day | No description |
Click one of our contacts below to chat on WhatsApp
Social Chat is free, download and try it now here!
