



Pracując na obrabiarkach CNC nie zawsze możemy nieustanie obserwować proces obróbki ze względu na to, że chcemy w tym czasie wykonywać inną czynność lub po prostu obsługujemy klika obrabiarek jednocześnie.
Gdy znajdziemy się już w takiej sytuacji przydałaby się nam podstawa informacja, czy obrabiarka nadal pracuje, czy jest w stanie bezczynnym, czy może jest w stanie resetu. Aby było można bez potrzeby zbliżania się do obrabiarki odczytać taką informacje wystarczy zamontować na obrabiarce kolumnę sygnalizacyjną, która będzie dostrzegalna z znacznej odległości.
![]()
Przykładowa kolumna sygnalizacyjna (z oferty CS-Lab)
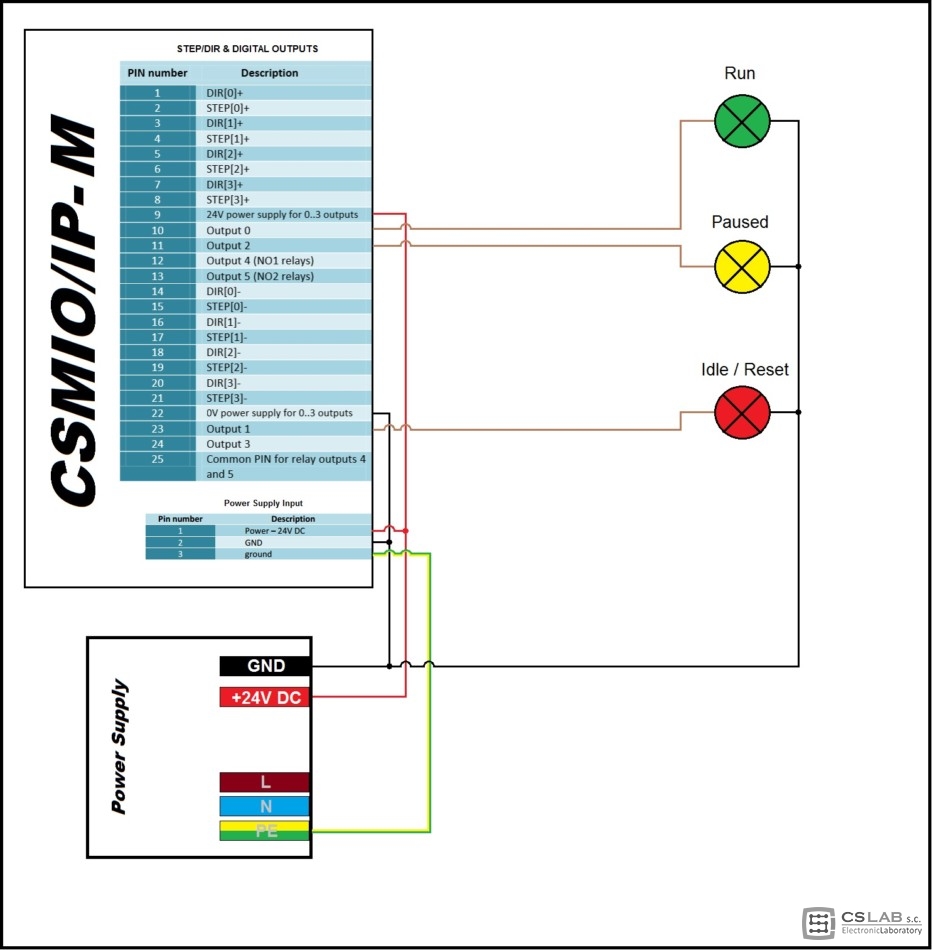
Gdy już się zaopatrzymy w kolumnę sygnalizacyjną musimy ją odpowiednio podłączyć do kontrolera CSMIO/IP. Poniżej przedstawiam przykładowe schematy odpowiednie dla każdego kontrolera.
Kliknij na obrazek, aby powiększyć »
Kliknij na obrazek, aby powiększyć »
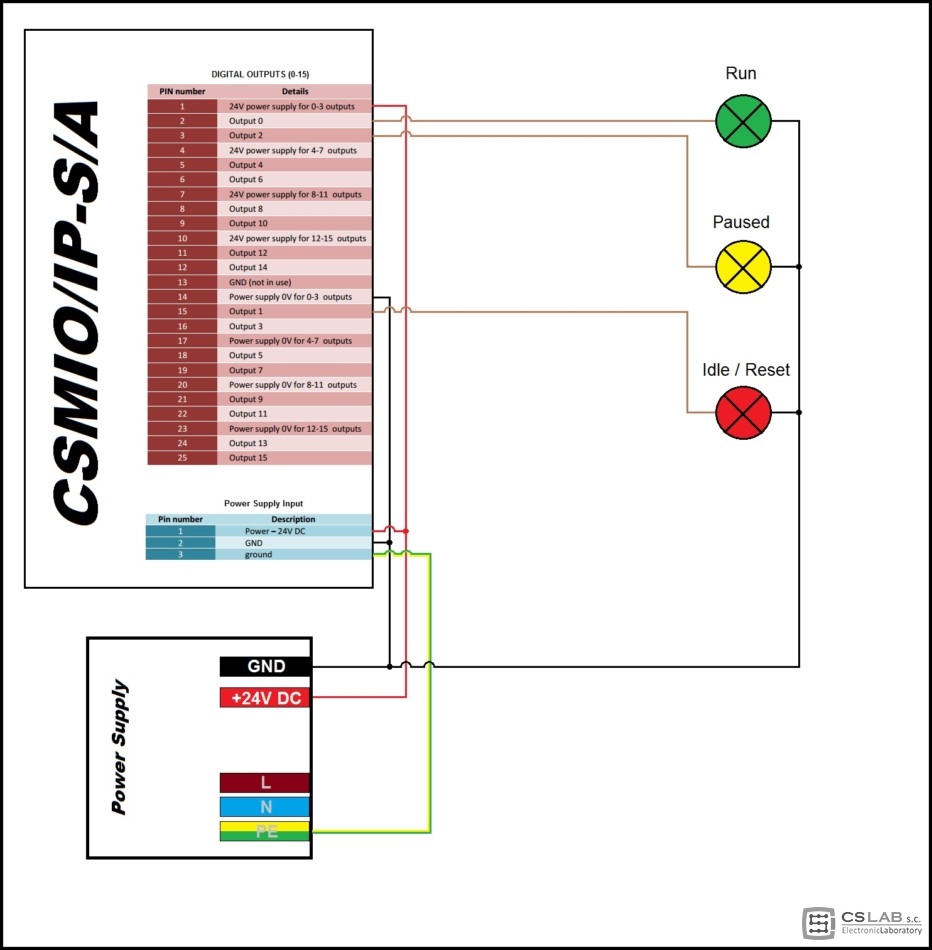
Jak widać na schematach samo podłączenie jest proste i szybkie do zrealizowania. Do sterowania kolorowych żarówek lub diod Led kolumny sygnalizacyjnej musimy użyć trzech wyjść cyfrowych, w moim przypadku zdecydowałem że:
- wyjście cyfrowe nr.0 będzie sterowało światłem zielonym
- wyjście cyfrowe nr.1 będzie sterowało światłem czerwonym
- wyjście cyfrowe nr.2 będzie sterowało światłem żółtym
(W przypadku bezpośredniego podłączenia żarówek lub diod LED do wyjść cyfrowych należy pamiętać, że wyjścia cyfrowe posiadają maksymalny dopuszczalny prąd pracy na poziomie 250mA.)
Na podstawie doświadczeń z maszynami CNC i gotowych rozwiązań w markowych obrabiarkach CNC przyjąłem, że poszczególne kolory świateł kolumny sygnalizacyjnej będą miały następujące znaczenie:
- Zielony oznacza, że maszyna obecnie pracuje ( Run ).
- Czerwony ciągły oznacza, że maszyna obecnie jest w stanie bezczynnym ( Idle ).
- Czerwone przerywane oznacza, że maszyna obecnie jest w stanie resetu ( Reset ).
- Żółte oznacza, że maszyna została zatrzymana na żądanie i jest w stanie pauzy ( Paused ).
Samo sterowanie kolumny sygnalizacyjnej zostało zrealizowane dzięki warunkom logicznym umieszczonych w macropump. Dla osób mniej wtajemniczonych wyjaśniam, że macropump to macro, które wciąż wykonuje się w tle programu Mach3. Dzięki tej właściwości macropump możemy zrealizować automatyczne sterowanie kolumną sygnalizacyjną, gdyż warunki logiczne są ciągle sprawdzane i ewentualnie wykonywane.
![]() Pobierz Makro do kolumny sygnalizacyjnej
Pobierz Makro do kolumny sygnalizacyjnej
Poniżej przedstawiam zawartość macropump, jak widać macro zawiera wydzielony obszar opisany jako „Config”, w tym właśnie miejscu dokonujemy wyboru, które wyjścia cyfrowe kontrolera CSMIO/IP będą odpowiedzialne za sterowanie kolumną sygnalizacyjną (Uwaga!!! macropump bezpośrednio odwołuje się do wyjść cyfrowych kontrolera ruchu CSMIO/IP więc konfiguracja tych wyjść z poziomu „Config\Ports and Pins\Output Signals” jest zbędna, a wręcz całkowicie wykluczona).
Kliknij na obrazek, aby powiększyć »

Macropump, czyli plik macropump.m1s należy umieścić w folderze „C:\Mach3\macros\nazwa profilu, który używamy”, aby macropump mogło rozpocząć swoje działanie, musimy jeszcze tylko aktywować funkcję „Config\Generlal Config\Run Macro Pump” i zrestartować program Mach3.
Dla osób, które nie chcą lub nie mogą instalować wierzy sygnalizacyjnej w formie ciekawostki przedstawiam rozwiązanie, które zastosowaliśmy w naszej małej szkoleniowo ekspozycyjnej tokarce EMCO compact 5. Jako, że naszym celem podczas modernizacji tej tokarki było pokazanie możliwości programu Mach3 i przyciągniecie uwagi osób oglądających tokarkę stworzyliśmy panel operatora z podświetlanymi przyciskami sterującymi.

Sam przycisk wywołuje funkcje, które im została przydzielona a podświetlanie przycisku jest informacją z macropump, że program Mach3 zrealizował lub nie wywołaną funkcje. Jest to identyczne rozwiązanie jak w przypadku kolumny sygnalizacyjnej (dla potrzeb fotografii zostały podświetlone wszystkie przyciski).

