




")
")
")
Sterownik CNC – 6 osi CSMIO/IP-A Ethernet
CSMIO/IP-A to 6-osiowy sterownik ruchu, który w połączeniu z komputerem PC i zainstalowanym na nim oprogramowaniem sterującym simCNC jest idealnym systemem do kontroli maszyn CNC. Kontroler CSMIO/IP-A został stworzony z myślą o profesjonalnych odbiorcach, którzy za niewygórowaną cenę chcą wyposażyć swoją obrabiarkę w wydajny, stabilny i elastyczny system sterowania CNC.
Jak to działa?
W dużym uproszczeniu – mózgiem całego systemu jest oprogramowanie simCNC zainstalowane na komputerze PC, z kolei sercem całego systemu jest kontroler ruchu CSMIO/IP-A. Oprogramowanie sterujące simCNC zamienia gcody na trajektorię ruchu i wysyła ją za pomocą połączenia sieciowego do kontrolera ruchu CSMIO/IP-A. Trajektoria ruchu (czyli wartość zadana pozycji osi) wraz z sygnałem sprzężenia zwrotnego (czyli wartością rzeczywistą położenia osi) zostaje przekazana do pętli PID. Na podstawie tych dwóch wartości pętla PID generuje sygnał +/-10V. Taki podział zadań powoduje mniejsze obciążenie komputera PC w porównaniu do rozwiązań wykorzystujących klasyczny port równoległy LPT.
Główne zalety
Stabilność działania zapewniona jest dzięki połączeniu z komputerem PC poprzez sieć ETHERNET, której warstwa fizyczna jest galwanicznie izolowana, a stosowane protokoły zapewniają poprawną i szybką transmisję nawet w trudnym środowisku przemysłowym. Praktycznie żadne inne interfejsy komunikacyjne nie zapewniają ciągłości transmisji i niezawodności na tak wysokim poziomie jak ETHERNET. Z tego też właśnie powodu jest to obecnie światowy standard szybkiej komunikacji cyfrowej.
Prosta instalacja – CSMIO/IP-A do prawidłowego działania nie wymaga żadnej zewnętrznej elektroniki. Sygnały wejścia/wyjścia są wewnętrznie izolowane optycznie, filtrowane (UWAGA: sygnały analogowe nie są separowane galwanicznie), zabezpieczone przed zwarciem, przegrzaniem etc. Wszystkie sygnały cyfrowe dostosowane są do standardu przemysłowego 24V. Całość zamknięta jest w kompaktowej obudowie, montowanej na szynie DIN, co jeszcze bardziej upraszcza instalację i skraca czas montażu mechanicznego i elektrycznego w szafie sterowniczej.
Jako interfejs sterowania napędami wybrano sygnał +/-10V i sygnał sprzężenia zwrotnego pochodzący z liniałow pomiarowych lub enkoderów. Wybór ten nie był przypadkowy, miał on na celu umożliwić użytkownikom wykorzystanie serwonapędów analogowych (pracujących w trybie prędkościowym), spotykanych w starszych maszynach. Nie oznacza to jednak że CSMIO/IP-A nie może być stosowane w nowych maszynach wraz z nowymi precyzyjnymi napędami analogowymi. Dużą zaletą stosowania kontrolera CSMIO/IP-A w nowych maszynach jest choćby to, że raz zbazowana maszyna do momentu jej wyłączenia nie wymaga powtórnego bazowania. Ta zaleta przez wielu użytkowników jest mocno ceniona i jest powodem, dla którego decydują się na zakup tego sterownika. Maksymalna częstotliwość wejściowa sygnału sprzężenia zwrotnego, wynosząca aż 6MHz pozwala na wykorzystanie enkoderów o dużej liczbie impulsów, co w połączeniu z zastosowanym przetwornikiem DAC o wysokiej rozdzielczości, wynoszącej aż 16bit zapewnia wysoką precyzję, płynność pracy maszyny i znacznie polepsza osiągi układu napędowego. Dostrzegło to już wielu instalatorów maszyn CNC, którzy wymienili oryginalny kontroler ruchu, zamontowany fabrycznie w maszynie lub kontrolery ruchu innych firm na kontroler CSMIO/IP-A.
Główne zalety kontrolera CSMIO/IP-A
- Częstotliwość wejść enkoderowych – Częstotliowość ta wynosi aż 6MHz i pozwala na wykorzystanie enkoderów o dużej liczbie impulsów. Zaleca się stosowanie enkoderów o liczbie impulsów wynoszących co najmniej 10 tys licząc ze wszystkimi zboczami (2500×4). Nie oznacza to jednak tego, że zastosowanie enkoderów o mniejszej liczbie impulsów na obrót jest złe i pogorszy znacząco dynamikę maszyny.
- Przetwornik DAC – W kontrolerze CSMIO/IP-A zastosowano wysokiej rozdzielczości przetwornik 16-bitowy, w połączeniu z enkoderem o zalecanej wartości impulsów pozwala na precyzyjnie i szybkie sterowanie maszyną. Zastosowanie przetwornika 16-bit oznacza, że sygnał +/-10V (zakres 20V) zostaje podzielony na 65535 części, co daje rozdzielczość wyjścia analogowego +/-10V równą 0.0003mV.
- Bufor danych – wspomniany bufor trajektorii zapewnia nieprzerwaną pracę maszyny CNC nawet w przypadkach chwilowych problemów z połączeniem sieciowym lub z oprogramowaniem sterującym.
- Obsługa osi zależnych – obsługa do 3 osi zależnych z możliwością korekcji geometrii maszyny.
- System bezpieczeństwa – bardzo istotną zaletą kontrolera CSMIO/IP-A jest własny system bezpieczeństwa. Czuwa on nieprzerwanie nad bezpieczeństwem użytkownika i maszyny. W jego skład wchodzi wiele samodzielnych algorytmów i “watchdogów” bardzo szybko reagujących w sytuacjach niedozwolonych lub alarmowych.Obsługa RESET dla napędów osi. Obsługa sygnałów FAULT z serwo napędów (natychmiastowe zatrzymanie maszyny w przypadku awarii którejkolwiek osi).
- Solidna aluminiowa obudowa, dobrze odprowadzająca ciepło, oraz doskonale chroniąca obwody elektroniczne urządzenia.Czytelne kontrolki na przednim panelu, ułatwiające prace instalacyjne i ewentualną diagnostykę w przypadku problemów z działaniem krańcówek lub innych urządzeń zewnętrznych, z którymi współpracuję CSMIO/IP-A. Ta kompaktowa obudowa montowana jest na szynie DIN, co jeszcze bardziej upraszcza instalację i skraca czas montażu mechanicznego i elektrycznego w szafie sterowniczej.
- Makra -Możliwość sterowania wszystkimi sygnałami cyfrowymi i analogowymi poprzez makra Python
- Standard przemysłowy– kontroler CSMIO/IP-A jest przystosowany do powszechnie panujących standardów stosowanych przez producentów serwonapędów m.in.:
- wejścia sygnału enkoderowego obsługiwane przez odbiorniki linii różnicowej DS26C32 (zgodny ze standardem RS422),
- Wyjścia +/-10V o wysokiej rozdzielczości.
- Optoizolwane wyjścia cyfrowe 24V DC obsługiwane przez wyspecjalizowane układy z zabezpieczeniem przeciw zwarciowym i przeciążeniowym
- Optoizolwane wejścia cyfrowe 24V DC
- Wejścia analogowe 0-10V służące między innymi do podłączenia potencjometrów korekcji prędkości obrotowej wrzeciona i posuwu osi.
- Wyjścia analogowe 0-10V służące między innymi do sterowania VFD
Moduły rozszerzeń
Możliwości systemu można rozszerzać poprzez zastosowanie dodatkowych modułów:
- CSMIO-ENC – moduł umożliwiający gwintowanie za pomocą enkodera.
- CSMIO-MPG – moduł umożliwiający korzystanie z ręcznego manipulatora. Bardzo płynne sterowanie ruchem maszyny, automatyczne przełączanie pomiędzy trybem prędkościowym i pozycyjnym.
- CSMIO-IO – Moduł dodatkowych 16 wejść i 8 wyjść cyfrowych (24V, optoizolacja, zabezpieczenia przeciążeniowe). Możliwe jest podłączenie do 16 takich modułów.
Obudowa kontrolera CSMIO/IP-A jak i wszystkich modułów dodatkowych jest przystosowana do montażu na szynie DIN 35mm.
Zestawienie porównawcze
|
PARAMETER |
CSMIO/IP-S |
CSMIO/IP-A |
CSMIO/IP-M |
| Number of axes | 6 |
6 |
4 |
| Digital inputs (optoizolowane) |
32 |
24 |
12 |
| Digital outputs (optoizolowane) |
16 |
16 |
4 |
| Relay outputs |
– |
– |
2 |
| Analog inputs |
4 |
4 |
2 |
| Analog outputs |
2 |
6 (+/- 10V) |
2 |
| Supply voltage |
24VDC +/-10% |
24VDC +/-10% |
24VDC +/-10% |
| Power consumption |
5W |
5W |
5W |
|
Maximum voltage on in/out lines |
30VDC |
30VDC |
30VDC |
| Maximum load of output line |
250mA |
250mA |
250mA |
| Voltage range of analog inputs |
0-10VDC |
0-10VDC |
0-10VDC |
| Maximum load of analog output |
5mA |
5mA |
5mA |
| Axis drives control type |
Step/Direction |
Analog |
Step/Direction |
| Maximum frequency of STEP signal |
4MHz/8MHz |
– |
125kHz |
| STEP signal duty cycle |
50% |
– |
50% |
| PC connection type |
Ethernet 10/100Mb |
Ethernet 10/100Mb |
Ethernet 10/100Mb |
| Ambient temperature range |
0oC to +60oC |
0oC to +60oC |
0oC to +60oC |
|
Relative humidity (without condensation) |
10% – 95% |
10% – 95% |
10% – 95% |
| CSMIO-MPG module support | |||
| CSMIO-IO module support | |||
| CSMIO-ENC module support | |||
| Backlash compensation | |||
| Homing on INDEX | |||
| Slave axes support | *podstawowa |
||
| THC analog mode | |||
| Spindle axis | wkrótce dostępne w simCNC | wkrótce dostępne w simCNC | |
| #G32# threading | wkrótce dostępne w simCNC | wkrótce dostępne w simCNC | |
| RIGID TAPPING | wkrótce dostępne w simCNC | wkrótce dostępne w simCNC | |
| Spindle speed readout | |||
| Feedback |
Kontroler CSMIO/P-A jest polecany użytkownikom / firmom które:
- posiadają maszynę w dobrej kondycji mechanicznej, wyposażoną w sprawne serwo napędy sterowane sygnałem +/-10V z uszkodzonym lub przestarzałym kontrolerem ruchu, np. znikomą pamięcią wewnętrzna,
- modernizują oryginalne maszyny CNC, wymagające dużej liczby sygnałów cyfrowych do obsługi magazynów narzędzi, czy też automatycznych skrzyń biegów,
- budują nowe szybkie i precyzyjne frezarki lub rutery wyposażone w serwo napędy +/-10V.
- budują bardzo duże maszyny, wyposażone w jeżdżącą bramę, która wymaga napędzania dwoma niezależnymi serwo napędami +/-10V Master i Slave. Mowa tu o funkcji osi zależnych, która umożliwia wykonanie programowej korekty geometrii w przypadku niewielkich niedokładności konstrukcji lub małej sztywności bramy,
- z czasem myślą o rozbudowie systemu sterowania o dodatkowe moduły dające im między innymi możliwość gwintowania, czy też użycia ręcznego manipulatora.
Kontroler CSMIO/IP-A może być z powodzeniem stosowany we frezarkach, tokarkach, ruterach, przecinarkach plazmowych, czy laserowych.
W zestawie CSMIO/IP-A znajdują się:

- Sterownik CNC CSMIO/IP-A
- licencja do programu simCNC (dostarczana drogą elektroniczną)
- Przejściówka 3x DB25->Terminal block (2szt.)
- Przewód połączeniowy Ethernet
- Taśma połączeniowa DB25 (6 szt.)
- Wtyczka zasilania „Phoenix” 3pin
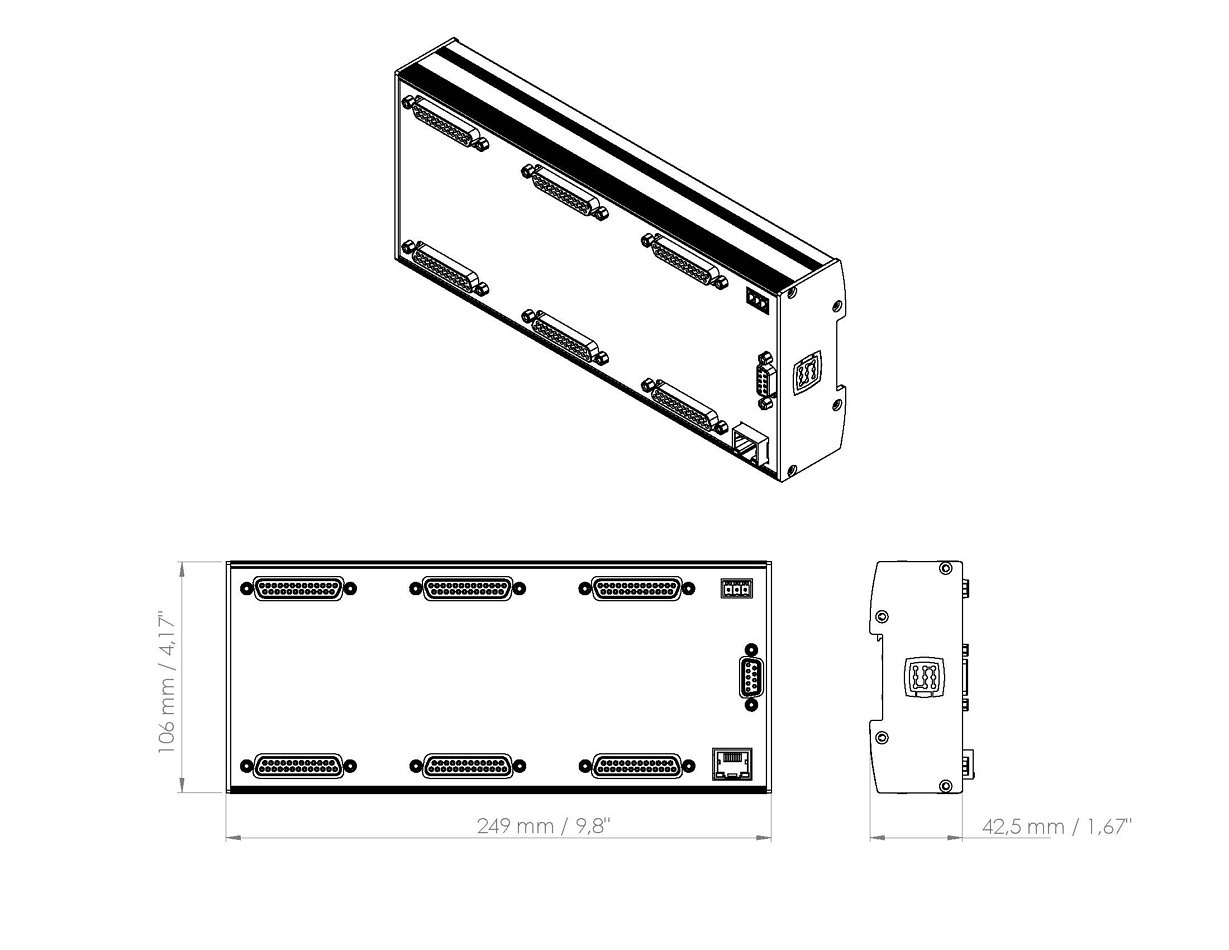
Wymiary CSMIO/IP-A
Oprogramowanie sterujące CNC „simCNC

simCNC to nowatorskie oprogramowanie sterujące CS-Lab dedykowane dla kontrolerów CSMIO/IP
Nasza pasja i lata ciężkiej pracy zaowocowały stworzeniem oprogramowania, które zapewnia użytkownikom najwyższą jakość ruchu, do tej pory niespotykaną w tym segmencie cenowym.
simCNC to program CS-Lab, który używa popularnego, standardowego języka opisu trajektorii ISO G-Code, jednak podczas wczytywania jak i pracy analizuje każdy segment, łuk czy narożnik i praktycznie tworzy wszystkie kształty na nowo, używając zaawansowanych matematycznych algorytmów. Uwzględnianych jest wiele zmiennych, takich jak np. zadana tolerancja, prędkości, przyspieszenia i rodzaj krzywizn, by wygenerować dane dla sterownika i napędów osi w taki sposób, aby ruch był dokładny, płynny i szybki.
W wielu konkurencyjnych programach ruch generowany jest w taki sposób, że prędkość i pozycja maszyny zmieniają się płynnie, natomiast przyspieszenie skokowo. To tak zwany trapezowy profil prędkości. Na niskich wartościach przyspieszeń, rzędu 100-1000mm/s2 nie jest to bardzo mocno zauważalne, ale powoduje między innymi gorszą jakość obrabianej powierzchni i szybsze zużywanie się elementów mechanicznych, które skoki przyspieszenia odbierają jak uderzenia. Z kolei wysokie przyspieszenia (>1000mm/s2) są przy trapezowym profilu prędkości praktycznie nieużywalne.
simCNC przenosi jakość na nieporównanie wyższy poziom, gdyż w obliczeniach uwzględnia to, by przyspieszenie zmieniało się stopniowo. Potocznie nazywa się to profilem „S” prędkości. W praktyce trwa to często ułamki sekund, ale sprawia ogromną różnicę, którą odczuje się na każdej obrabiarce – lekkiej, ciężkiej, amatorskiej czy profesjonalnej. Zarówno na silnikach krokowych jak i serwo. W połączeniu ze wspomnianymi zaawansowanymi algorytmami analizy i matematycznej optymalizacji pozwala to na uzyskanie doskonałej jakości powierzchni, skrócenie czasu obróbki i znaczne zmniejszenie zużycia mechaniki obrabiarki.
Do tego wszystkiego potrzeba jeszcze zaawansowanej elektroniki, która jest w stanie przetworzyć w czasie rzeczywistym strumień danych o ruchu i bez zniekształceń przekazać je do napędów osi. Dlatego powstała seria sterowników CSMIO/IP, które do komunikacji z komputerem wykorzystują połączenie sieciowe Ethernet i są oparte na szybkich mikroprocesorach, a część z nich dodatkowo wykorzystuje autorskie rozwiązania sprzętowe w specjalizowanych czipach FPGA. Kontrolując zarówno oprogramowanie jak i sprzęt jesteśmy w stanie dostarczyć kompletny system, którego składowe części pasują do siebie idealnie, a konfiguracja ograniczona jest do minimum.
Oprogramowanie simCNC zostało stworzone w oparciu o najnowocześniejsze rozwiązania, dzięki temu działa na wszystkich najważniejszych platformach systemowych: Windows, Linux oraz macOS. Interfejs programu jest szybki i responsywny, tak by był gotowy zawsze i na każde skinienie – jak przystało na narzędzie, którego używa się z przyjemnością.
Oprogramowanie simCNC zapewnia niespotykaną dotychczas dynamikę i precyzję ruchu wśród oprogramowań autorskich. Osiągnięto to dzięki zastosowaniu profilu krzywej S a także wyrafinowanych algorytmów optymalizacji trajektorii ruchu. Oznacza to, że maszyna jednocześnie może być:
- szybka,
- dynamiczna,
- precyzyjna,
- a proces obróbki płynny i jednostajny.
Wpływa to ogromnie na skrócenie czasu obróbki, wydłużenie żywotności narzędzi i mechaniki samej maszyny. Program simCNC jest wyposażony w język skryptowy Python.
Download
simCNC software – pobierz program, dokumentację, sprawdź Changelog.
Firmware sterowników CSMIO/IP jest sukcesywnie rozwijany. Wszystkie sterowniki CS-LAB posiadają zainstalowany program ładujący (tzw. bootloader) dzięki czemu nie ma ryzyka uszkodzenia sprzętu przy nieudanej aktualizacji oprogramowania. Aktualizacja odbywa się przy pomocy intuicyjnego kreatora aktualizacji, nie wymaga znajomości samego sprzętu. Oprogramowanie SimCNC nie wymaga instalowania żadnych dodatkowych wtyczek do współpracy z CSMIO/IP.




